
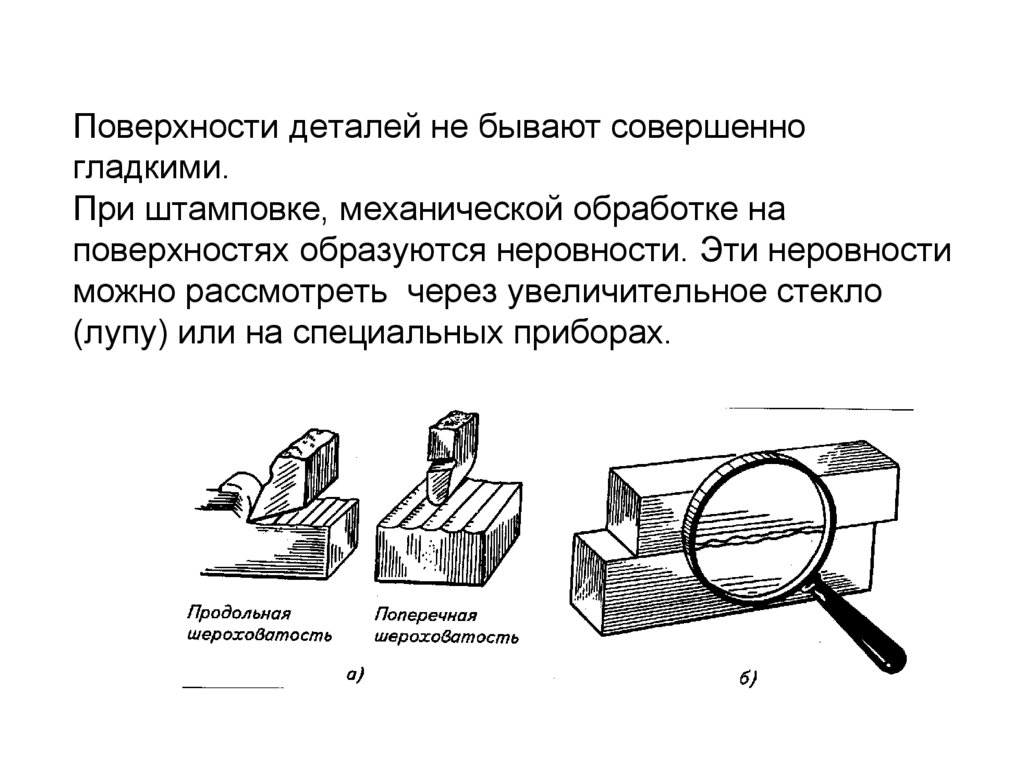
Как измерить шероховатость поверхности?
Шероховатость поверхности может быть измерена с использованием различных методов измерения. Контактный метод, бесконтактный метод, метод сравнения и внутрипроизводственный метод — все это типы методов измерения.
Контактный метод
В контактном методе используется стилус для оценки чистоты поверхности. Стилус pe1TP8 тендендикулярен к поверхности при рисовании по поверхности. Затем параметры шероховатости определяются с использованием зарегистрированного профиля, созданного с помощью этой процедуры. Для реализации этого подхода процесс обработки должен быть прерван. На проверенных поверхностях игла sharp может оставить микроцарапины.
Бесконтактный метод
Бесконтактные подходы используют свет или звук. Игла заменена оптическими приборами типа белого света и конфокала. В этих приборах используются разные принципы измерения. Некоторое бесконтактное оборудование состоит из детекторов контактного типа, которые были повторно использованы путем замены физического зонда микроскопами и оптическими датчиками.
Сначала прибор подаст на поверхность ультразвуковой импульс. Затем звуковые волны будут изменены и отражены обратно в device. Затем можно оценить отраженные волны, чтобы получить параметры шероховатости. Примерами бесконтактных методов являются структурированный свет, электрическая емкость, электронная микроскопия, интерферометрия, конфокальная микроскопия, изменение фокуса, атомно-силовая микроскопия и фотограмметрия.
Кроме того, с помощью света можно оценить шероховатость поверхности, проецируя на поверхность луч laser и измеряя интенсивность отраженного света. Чем шероховатее поверхность, тем больше света будет рассеяно и тем меньше интенсивность отраженного света.
Метод сравнения
В методе сравнения используются образцы шероховатости поверхности, полученные с помощью одного и того же оборудования, процесса и материал в качестве исследуемой поверхности. Образец сравнивается с поверхностью с известной шероховатостью с помощью визуальных и тактильных ощущений. Этот метод подходит для некритических применений из-за субъективного характера процедуры.
Внутрипроцессный метод
Индуктивность является примером внутритехнологического метода. Этот метод использует магнитные материалы для оценки шероховатости поверхности. Датчик индуктивности измеряет расстояние до поверхности, используя электромагнитную энергию. Полученное параметрическое значение затем можно использовать для помощи в определении сравнительных параметров шероховатости.
Технологический метод может обеспечить непрерывный мониторинг поверхности во время механической обработки или других операций, предоставляя оператору полезную обратную связь. Кроме того, поскольку они измеряют поверхность в условиях, отличных от реальных, метод в процессе может давать более точные результаты, чем другие методы.
3 категории метода измерения шероховатости поверхности
С точки зрения измерения шероховатости поверхности, существует три основные категории методов: методы площади, профилирования и микроскопии.
Методы площади
Методы площади используются для измерения конечной площади поверхности. Измерение обеспечивает статистическое среднее пиков и впадин поверхности. Методы площади включают оптическое рассеяние, ультразвуковое рассеяние, емкостные датчики и другие методы. Методы области легче автоматизировать и внедрить.
Методы профилирования
Методы профилирования предполагают измерение поверхности с помощью зонда с высоким разрешением. В этой процедуре вы должны понимать иглу фонографа с точки зрения чувствительности. Стандартный датчик ЧПУ может быть не таким эффективным.
Методы микроскопии
Методы микроскопии основаны на измерениях контраста. Результаты дают полезную информацию о поверхностных пиках и впадинах. Машинисты могут очень подробно анализировать чистоту поверхности с помощью методов микроскопии, но это оборудование ограничено узкими полями зрения. Поскольку электронные микроскопы работают в крошечном масштабе, в любой данный момент можно наблюдать лишь небольшой участок поверхности. Для установления средних параметров шероховатости требуется много сканирований.
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308-2011. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.
ГОСТ 2.308-2011 Указания допусков формы и расположения поверхностей
1 файл 306.69 KB
https://youtube.com/watch?v=8P4BVup8ii0
Правильное использование методики определения показателей шероховатости поверхностей позволяет достичь более высокой точности обработки и размера деталей при соблюдении параметров указанных в нормативных документах, которые дают возможность значительно повысить качество готового продукта.
Микрогеометрические критерии
Грубая черновая обработка с использованием зубчатой фрезы, особенно на больших оборотах, вызывает появление неровностей на кромке деталей, которые можно обнаружить невооруженным взглядом и легко определить на ощупь. Шероховатости и волнистости же менее заметны и практически не прощупываются.
Класс геометрической точности зависит от микрогеометрии, которая зависит от таких параметров:
- качество, износ и форма фрезы;
- жесткость оборудования для обработки и возникающие в процессе вибрации;
- параметры настройки фрезерной машины;
- механические особенности металлической заготовки.
Как выбрать шероховатость?
Выбор шероховатости не такой уж и сложный процесс, как может показаться. Везде, где я работал, да и у знакомых так же, по умолчанию выбирается шероховатость Ra6,3 для всех поверхностей, где нет конкретных указаний о гладкости поверхности. Для более гладких поверхностей, например, шлифованных, значение шероховатости может быть в пределах от 3,2 до 0,1. Смотреть нужно по целевой принадлежности детали. Например, если к поверхности, для которой указывается шероховатость, будет прикладываться охлаждаемый радиатор, то ее нужно сделать гладкой – Ra1,6. За все время работы я встречал использование только четырех вариантов шероховатости:
- 6,3 везде
- 3,2 в более аккуратных местах, таких как канавки под уплотнительную резинку
- 1,6 в местах контакта охлаждаемых поверхностей
- 0,8 в местах, где поверхность полировалась (лазерная техника)
При попытках рассмотреть этот вопрос в интернете, можно найти много разнообразных картинок с теорией, где нарисована хитрая деталь со всеми возможными видами обработки и указаны шероховатости для этих видов. Характерно то, что на всех этих картинках цифры указаны вроде бы одинаковые, но диапазоны у них разные. В любом случае, для общего понятия правильной постановки шероховатости будет достаточно и списка выше, а для более хитрых деталей следует изучить требование, которые к ним применяются конкретно на предприятии или заказчиком.
Как измеряется качество поверхности
Методы измерения поверхности подразделяются на две широкие категории: методы сравнения поверхностей или бесконтактные методы. Распространенными методами измерения шероховатости поверхности являются:
Профилометрия поверхности
Профилометрия поверхности проводится для измерения шероховатости поверхности и толщины пленки. В этом методе иглу с алмазным наконечником перемещают по поверхности образца.
Проверка царапин
Этот метод контроля требует перемещения мягкого материала по поверхности образца и выявления царапин на его поверхности. Используются такие материалы, как свинцовый баббит или пластик.
Микроскопические изображения
Образец помещается под микроскоп и его изображения сравниваются с требуемыми изображениями качества поверхности.
Визуальный осмотр
Если шероховатость поверхности имеет большое значение, ее можно наблюдать и проверять визуально. Эта проверка имеет ограниченную точность. Если шероховатость уменьшается, для работы потребуются лупы с подсветкой.
индукционный
Цифровой датчик шероховатости поверхности выдает выходные сигналы за счет изменения индуктивности в катушках, когда датчик перемещается по шероховатой поверхности.
Лазерное сканирование
Для этого процесса используются лазерные конфокальные микроскопы. Они работают в двух режимах: контактном и бесконтактном. Эти микроскопы позволяют выполнять измерения по горизонтальной оси, а также могут выполнять трехмерные измерения с использованием удаленных изображений.
Ультразвуковой контроль
Ультразвуковые датчики также можно использовать для измерения шероховатости поверхности. Изменение падающих и отраженных звуковых волн связано с текстурой поверхности, которая дает вам значения измерений.
Соотношения значений параметров шероховатости Ra, Rz, Rmax
Таблица соотношений значений параметров шероховатости Ra, Rz, Rmax (ГОСТ 2789-73) и классов шероховатости (ГОСТ 2789-59).
Предпочтительные значения параметров шероховатости выделены жирным шрифтом.
| Параметры шероховатости | Классы шероховатости | |
|---|---|---|
| Rz, Rmax, мкм | Ra, мкм | |
| 160012501000800630500400 | ——————100 | Грубее 1-ого класса |
| 320250200160 | 80635040 | 1-й |
| 16012510080 | 40322520 | 2-й |
| 80635040 | 201612,510 | 3-й |
| 40322520 | 1086,35 | 4-й |
| 201612,510 | 543,22,5 | 5-й |
| 108—6,3 | 2,521,61,25 | 6-й |
| 6,3543,2 | 1,2510,80,63 | 7-й |
| 3,22,521,6 | 0,630,50,40,32 | 8-й |
| 1,61,2510,8 | 0,320,250,20,16 | 9-й |
| 0,80,630,50,4 | 0,160,1250,10,08 | 10-й |
| 0,40,320,250,2 | 0,080,0630,050,04 | 11-й |
| 0,20,160,1250,1 | 0,040,0320,0250,02 | 12-й |
| 0,10,080,0630,05 | 0,020,0160,0120,01 | 13-й |
| 0,050,040,0320,025 | 0,010,008—— | 14-й |
Таблица параметров шероховатости типовых поверхностей деталей
| Параметры шероховатости, мкм | Типовые поверхности и детали |
|---|---|
| Rz 400 | Поверхности заготовок в состоянии поставки, не прошедшие механической обработки. |
| Rz 200 | Нерабочие контуры детали, поверхности после литья, ковки, штамповки. |
| Ra 25 | Поверхности деталей под сварные швы. Опорные поверхности пружин сжатия. Опорные поверхности станин, корпусов, лап. Отверстия масляных канатов на силовых валах. |
| Ra 12,5 | Несопрягаемые поверхности неответственных деталей: оснований, кронштейнов, корпусов, свободные поверхности крепежных деталей. Отверстия на проход под болты, винты, головки винтов; поверхности пазов под головки болтов, винтов, гаек. Свободные несопрягаемые торцовые поверхности валов, муфт, втулок. Поверхности головок винтов. |
| Ra 6,3 | Поверхности деталей, прилегающие к другим поверхностям, но не являющиеся посадочными: опорные плоскости корпусов, кронштейнов, крышек, торцы бобышек. Нерабочие торцы валов, втулок, планок. Торцовые поверхности под подшипники качения. Наружные свободные поверхности зубчатых колес. Канавки, фаски, выточки, зенковки, закругления и т.п. |
| Ra 3,2 | Торцы ответственных валов, втулок, планок, поверхности канавок, выточек, дисков. Несопрягающиеся поверхности зубчатых колес, шлицевых валов и втулок. Рабочие поверхности шпонок и шпоночных пазов; эвольвентные поверхности профиля зуба стальных зубчатых колес. Шаровые поверхности ниппельных соединений, канавки под уплотнительные резиновые кольца подвижных и неподвижных торцовых соединений. |
| Ra 1,6 | Поверхности выступающих частей быстровращающихся деталей. Поверхности направляющих. Опорные плоскости реек. Поверхности эвольвенты зуба стальных цилиндрических и конических колес, шлицевых валов, крепежной резьбы нормальной точности. Посадочные поверхности зубчатых колес, червяков. |
| Ra 0,8 | Трущиеся поверхности малонагруженных деталей. Посадочные поверхности отверстий и валов под неподвижные посадки. Рабочие поверхности дисков трения. Поверхности резьбы ходовых винтов. Поверхности цилиндров, работающих с манжетами. Посадочные места подшипников качения. Наружные диаметры шлицевого соединения. |
| Ra 0,4 | Посадочные поверхности с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса. Притираемые поверхности в герметичных соединениях. Поверхности штоков и шеек валов, работающих в уплотнениях. Торцовые поверхности поршневых колец. |
| Ra 0,2 | Трущиеся поверхности сильнонагруженных деталей. Поверхности, работающие в условиях трения, например, наиболее ответственные оси и валы повышенной точности; рабочие поверхности коленчатых и распределительных валов быстроходных двигателей; поверхности ответственных цилиндрических и призматических направляющих. |
| Ra 0,1 | Поверхности деталей, работающих на трение, от износа которых зависит точность работы механизма. Внутренние поверхности цилиндров поршневых машин, наружные поверхности пальцев поршневых колец, поверхности трения. |
| Ra 0,05 | Рабочие шейки валов прецизионных быстроходных станков и механизмов. Рабочие поверхности деталей измерительных приборов в подвижных соединениях средней точности, измерительные поверхности калибров. |
| Ra 0,025 | Зеркальные валики координатно-расточных станков, поверхности прецизионных шкал с оптическим отсчетом. |
| Ra 0,012 | Зеркальные поверхности концевых мер длины. |
Какое значение шероховатости выбрать?
Значение шероховатости выбирается конструктивно, в зависимости от требований, предъявляемых к шероховатости поверхности. Например, в случае если необходимо обеспечить уплотнение с помощью резиновых колец, то к шероховатости, поверхностей взаимодействующих с этими кольцами, выставляются специальные требования, указанные, в данном случае в ГОСТ 9833-73. Производители специальных уплотнительных устройств – полиуретановых манжет, сальников, могут указывать требования к шероховатости поверхности в каталогах и другой технической документации.
В общих случаях можно руководствоваться следующими рекомендациями:
Для поверхностей соприкасающихся, и перемещающихся друг относительно друга деталей, например например, поверхности гильз, поршней насосов, поверхности подшипников, шеек валов, уплотнительные поверхности седел и клапанов в арматуре указывается шероховатость Ra не хуже 2,5, в большинстве случаев значительно лучше – 1,6; 0,8.
Если детали соприкасаются друг с другом, но, после установки, неподвижны друг относительно друга, шероховатость Ra выбирается из интервала 12,5 – 2,5.
Поверхности деталей не контактирующие с другими поверхностями обычно изготавливают с шероховатостью Ra 20 – 6,3.
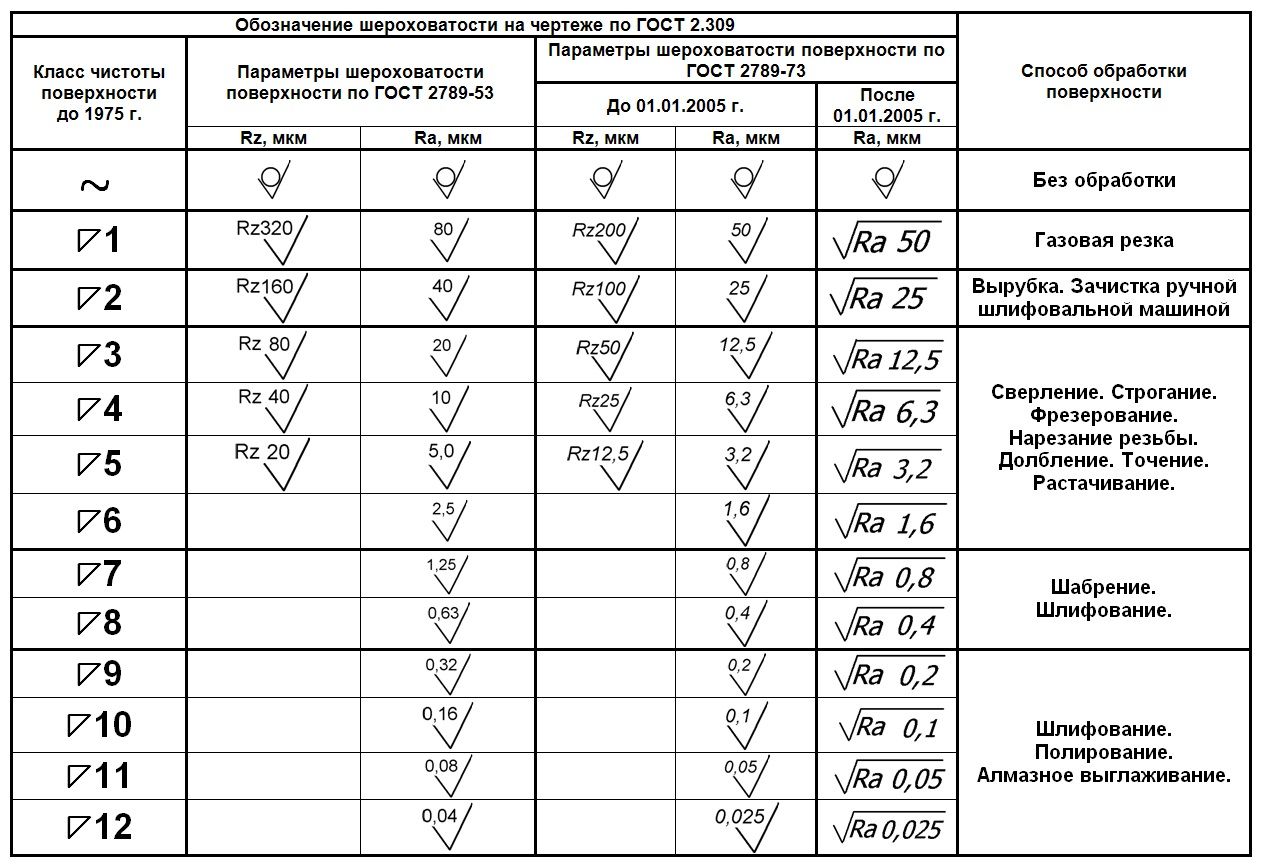
Шероховатость поверхности на эскизах и рабочих чертежах деталей машин обозначается согласно ГОСТ 2.309 – 73 «Обозначение шероховатости поверхностей» При обработке детали на ее поверхности образуются неровности – шероховатости. Таким образом, шероховатость поверхности это совокупность неровностей с относительно малым шагом на базовой длине – L. Базовая длина выбирается в зависимости от характера измеряемой поверхности. Чем больше высота микронеровностей, тем больше берется базовая длина L.Числовое значение базовой длины выбирается из ряда: 0,01; 0,03; 0,08; 0,25; 2,5; 8,0; 25 мм.



![§ 6. обозначение шероховатости поверхностей [1988 вышнепольский и.с. - техническое черчение с элементами программированного обучения (учебник для средних и проффессионально-технических училищ.)]](https://podomu.info/wp-content/uploads/3/7/6/3764fa47dc0a67bde624ef35c85fadb8.jpeg)


Для определения численного значения шероховатости поверхности ГОСТ 2789 – 73 предусматривает шесть параметров. В учебной практике, т.к. студенты еще не знакомы с темой «Шероховатость поверхностей» изучаемой в курсе «Технология металлов», используются два параметра:
R a – среднее арифметическое отклонение профиля;
R z – высота неровностей профиля по десяти точкам.
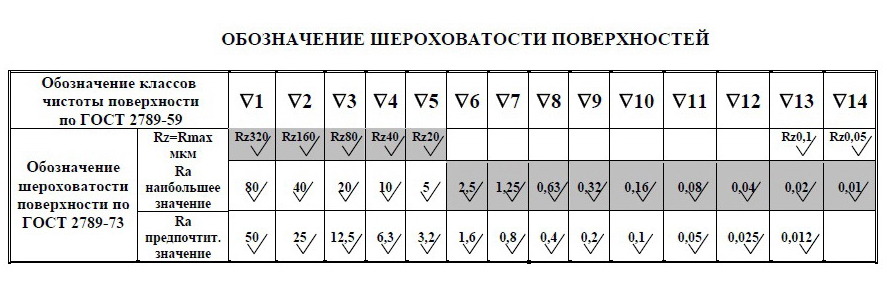
Исходя из числовых значений параметров R a и R z ГОСТ 2789 – 73 устанавливает 14 классов шероховатости. Наиболее распространенными в машиностроении являются 1 – 8 классы (таблица 1).
Таблица 1 – Размеры шероховатости поверхности (ГОСТ2789 – 73)
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
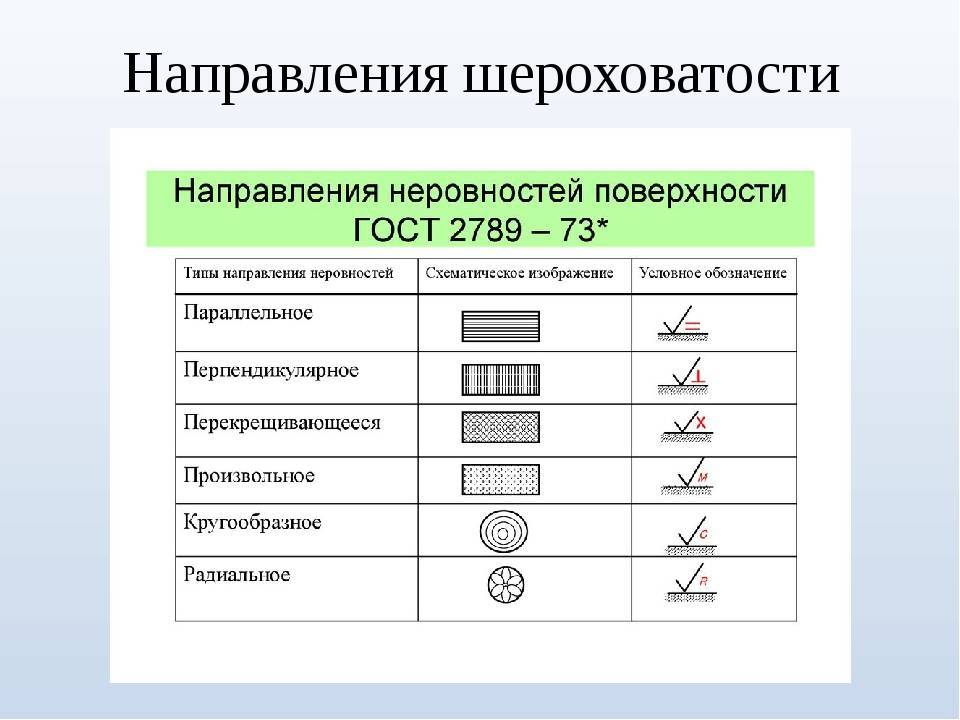
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.
Читать также: Назначение максимальной токовой защиты
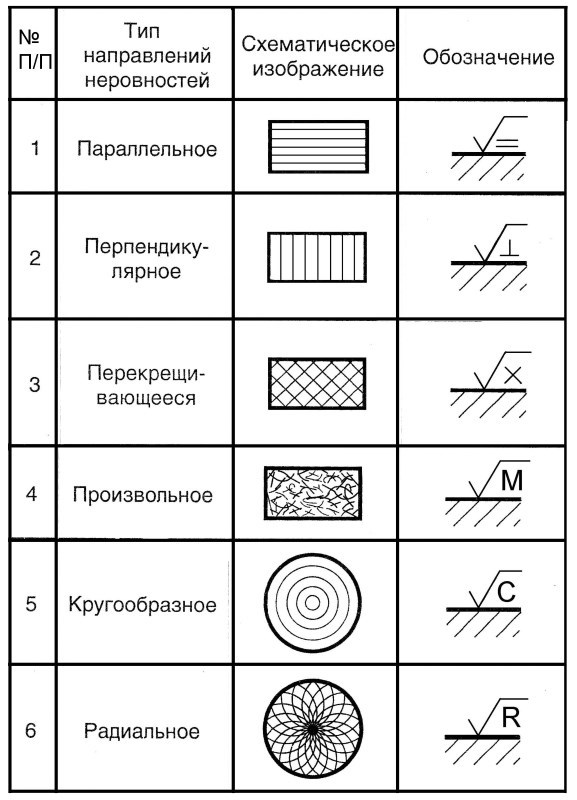
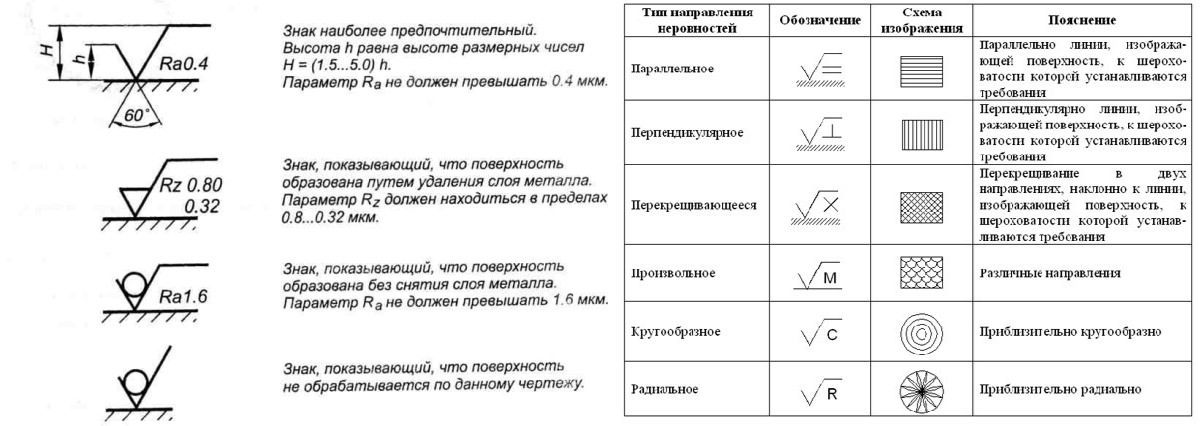
Обозначения направления шероховатости поверхности на чертежах
Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками.
https://youtube.com/watch?v=-DwXLJ22N0E
Основные обозначения
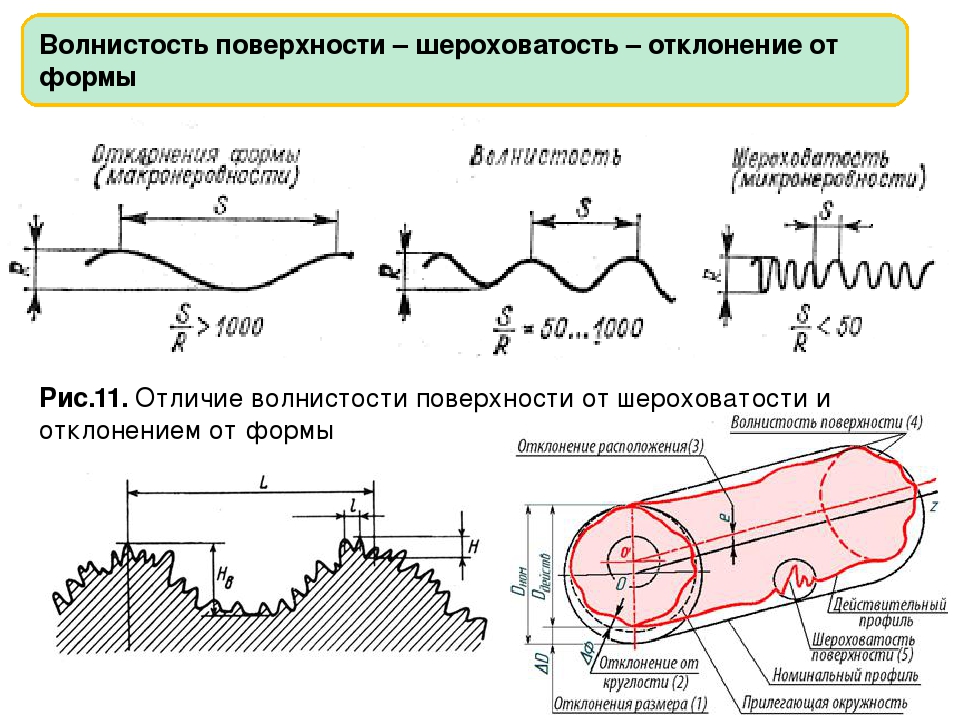
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров.
Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
https://youtube.com/watch?v=mKxsH5M-K78
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.

Обозначение шероховатости поверхности
Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов.
Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов.
Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Какие виды поверхностей существуют
Для обеспечения взаимозаменяемости и унификации производства, параметры шероховатости объединяют в классы. Всего существует 14 их разновидностей. Каждому классу присвоено определенное значение Ra и Rz. Самый точный класс – четырнадцатый, самый грубый – первый. По этой причине поверхности также подверглись классификации. В производстве встречаются следующие их виды:
- Установочные поверхности, неподвижные относительно друг друга, к которым не предъявляются требования по герметичности. Для них значение Ra составляет 2,5-20 мкм.
- Рабочие поверхности, которые перемещаются друг относительно друга. Сюда входят соединения типа поршень-цилиндр, которые часто можно встретить в устройствах разнообразных двигателей и насосов. Ra для них равняется 0,16-2,5 мкм.
- Ограничительные и соединительные поверхности. Под этим подразумеваются элементы, необходимые для крепления и сборки. Это всевозможные корпуса, фиксаторы и прочие механизмы. Ra для них колеблется в пределах 2,5-20 мкм.
- Специальные поверхности. Здесь, главным образом, имеются ввиду органы управления. Обработка таких поверхностей крайне высока с их значением Ra 0,63-0,08 мкм.
Классы шероховатости.
ГОСТ 2789-73
Стандарт устанавливает специальные параметры и классы для оценки поверхности.
Параметры шероховатости поверхности.
- Rz,мКм – средняя высота микронеровностей по 10 точкам (1 мКм = 0,001 мм).
Проводим любую линию. По отношению к ней расстояния до 5 выступов и до 5 впадин – среднее расстояние между находящимися в пределах базовой длины l пятью высшими точками выступов и пятью низшими точками впадин, нумеруем от линии, параллельной средней линии.
(h1+h2+h3+h4+h5)-(h1`+h2`+h3`+h4`+h5`) 5
- Ra, мКм – среднее арифметическое отклонение профиля – среднее заключение, в пределах базовой длиныl, расстояние точек выступов и точек впадин от средней линии:
| (y1+y2+… +yn)-(y1`+y2`+… +yn`) |
| l |
Базовая длина – длина участка поверхности, используемая для выделения поверхности, характерных шероховатости поверхности. Обычно значения базовой длины берутся в пределах 0,08…8 мм. Кроме высотных существуют шаговое параметры шероховатости
Sш – средний шаг неровностей профиля.
S – средний шаг неровностей профиля по вершинам.
ГОСТ 2789-73
Классы шероховатости.
ГОСТом установлено 14 классов чистоты поверхности.
Классификацию шероховатости поверхности производят по числовым значениям параметров Raи Rzпри нормированных базовых данных в соответствии с таблицей.
Числовые значения величин шероховатости Raи Rzи базовые длины (l) (по ГОСТу 2789-59)
Класс чистоты поверхности
Наибольшая анафелия величин шероховатости в мкм
длина lвмм
а б в а б в 1 2 3 80 40 20 — — — — — — 320 160 80 — — — — — — 8 4 5 10 5 — — — — 40 20 — — — — 2,5 6 7 8 2,5 1,25 0,63 2 1 0,5 1,6 0,8 0,4 10 6,3 3,2 8 5 2,5 — 4 2 0,8 9 10 11 12 0,32 0,16 0,08 0,04 0,25 0,125 0,063 0,032 0,20 0,10 0,05 0,025 1,6 0,8 0,4 0,2 1,25 0,63 0,32 0,16 1 0,5 0,25 0,125 0,25 13 14 0,02 0,01 0,016 0,008 0,012 0,006 0,1 0,05 0,08 0,04 0,063 0,032 0,08
Чем выше класс (меньшее числовое значение параметра), тем поверхность более гладкая (чище). Классы шероховатости с 1 – 5, с 13 – 14 определяются параметром Rz, все остальные с 6 по 12 – параметром Ra.



Шероховатость поверхности детали задается при конструировании, исходя из функционального назначения детали, т.е. из условий её работы, либо из эстетических соображений.
Нужный класс чистоты обеспечивается технологией изготовления детали.
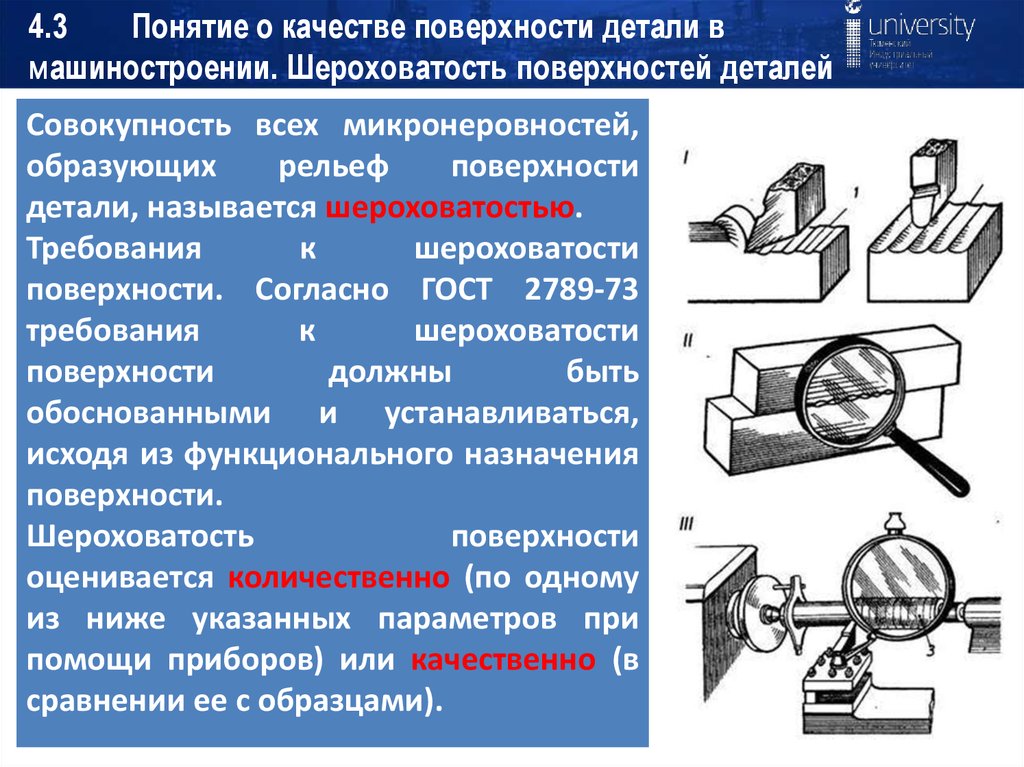
Шероховатость каждой поверхности детали должна соответствовать назначению этой поверхности. Степень неровности поверхности определяется высотой неровности на данном участке поверхности.
При составлении эскизов с натуры для определения шероховатости поверхностей детали должны быть измерены высоты неровностей поверхности определённой длины, установленной ГОСТом.
Измерение производится специальными приборами (микроскопами и профилографоми) или сравнением с образцами – эталонами.
При составлении эскизов с натуры при деталировании сборных чертежей для приближенного определения шероховатости поверхности детали, в том случае, когда не представляется возможным воспользоватся приборами точного измерения, надо установить назначение данной поверхности и в зависимости от этого определить класс чистоты поверхности.
Знаки обозначения шероховатости должны острием касаться обрабатываемой поверхности и быть направлены к ней со стороны обработки.
| Обозначение шероховатости при различном поверхностей. |
Обозначение шероховатости на изображении детали распологают на линиях контура, на высотных линиях (по возможности ближе к размерной линии) или на полках.
Шероховатость поверхностей, повторяющихся элементов деталей (отверстий, пазов и т.п.) наносим на чертеже один раз.
Если все поверхности детали имеют одинаковую шероховатость, то обозначение выносят в правый верхний угол чертежа, располагая его на расстоянии 5-10 мм от рамки.
Если одинаковый д.б. шероховатость части поверхности, то в правом верхнем углу чертежа помещают обозначение этой шероховатости и рядом знак, взятый в скобках. Это означает, что все поверхности, на которых на изображениях помещены обозначения шероховатости или знак, должна иметь шероховатость, указанная перед скобкой.
Примеры:
Шероховатость поверхностей деталей:
|
с зазором неподвижного соединения без зазора подвижного соединения деталей |
3 — 4 класс Rz 80, Rz 40 4 – 5 класс Rz 40, Rz 20 6 – 8 класс Ra 2,5; Ra 1,25; Ra 0,63 |
Для втулок:
|
граничащая с расточкой |
5 класс Rz 20 7 класс Ra 1,25 10 класс Ra 0,16 8 класс Ra 0,63 |
| 5-6 класс 4 класс 4-5 класс 3-4 класс |
Знак шероховатости проставляется на том изображении, где указан размер, определяющий положение этой поверхности. Нельзя указывать шероховатость на виде, где нет указания размеров.
Механизм возникновения шероховатости
Все причины возникновения шероховатости можно разбить на 3 группы:
- Расположение режущих кромок инструмента, относительно обрабатываемой поверхности;
- Упругая и пластическая деформация обрабатываемого металла;
- Вибрации в технологической станочной системе.
Образование неровностей на обработанной поверхности можно представить как след от движения режущих кромок инструмента. Назовём такой профиль регулярным.
На образование регулярного профиля влияет геометрия резца, в частности – углы в плане, а так же величина подачи S. Их влияние описывается формулой
В реальном процессе резания впереди резца и под обработанной поверхностью образуется зона пластической деформации, которая вносит некоторую погрешность в регулярный профиль. Пластически деформированный металл в отдельных местах как бы наволакивается на микронеровности, а в где-то вырываются отдельные куски металла. Потому реальное значение Rz может быть записано как:
где – приращение высоты микронеровностей, вызванное пластической деформацией металла. Следовательно, чем меньше пластическая деформация, тем меньше высота микронеровностей. Величина пластической деформации зависит, в большей степени, от твёрдости обрабатываемого материала и, в меньшей — от глубины резания — t.
Что такое квалитет в системе допусков?
Квалитет в системе допусков определяет то минимальное значение точности, которого будет вполне достаточно для надёжного функционирования предмета
- Сэкономить на производстве;
- Оптимизировать процесс;
- Добиться допустимого уровня надёжности;
- Не выполнять «лишнюю» работу.
Читать также: Как зарядить полностью разряженный аккумулятор автомобиля зарядкой
Теоретически, всё должно быть идеально. Но добиться таких результатов в суровой реальности невозможно. Поэтому приходится мириться с действительностью и определяться, какой уровень качества нас устроит.
Это ни в коем случае не значит, что производитель не стремится сделать всё в лучшем виде. Нет, просто в ходе долгих исследований были уточнены параметры, которые соответствуют допустимому уровню точности.
Успокоить себя можно тем, что ни один производитель не рискнёт пустить в продажу некачественные изделия – удар по репутации и финансовые потери.
Как обозначить шероховатость в программе «Компас»
Правильно обозначить шероховатость можно с помощью встроенных в программу инструментов.
Обозначить шероховатость поверхности в Компасе можно командой «Шероховатость», из панели инструментов, затем выбирается поверхность, к которой будет применена команда и указывается положение знака. Значение шероховатости вводится с клавиатуры или из справочника. Команда «Неуказанная шероховатость» находится в панели «Оформление».
Открываем Панель инструментов, расположенную слева-> Выбираем команду «Шероховатость» – > Указываем поверхность -> Определяем положение знака->Вводим значение шероховатости.
Команда «Неуказанная шероховатость» находится в верхнее меню-> Выбираем команду «Вставка»->Выбираем «Неуказанная шероховатость»-> Ввод->Вводим значение шероховатости.
При необходимости можно нарисовать условный знак вручную.
Методы определения степени шероховатости
Неровность поверхности определяется при помощи разных методик. В одних случаях она оценивается визуально, в других – посредством особых приборов. Причем контроль может производиться на разных этапах обработки. Стоит отметить, что визуальный осмотр не позволяет с точностью оценить уровень шероховатости изделия и, следовательно, определить класс обработки металла. Он лишь показывает, есть ли на детали выраженные дефекты.








Существует также два метода определения степени неровности металла: поэлементный, когда сравниваются отдельные показатели, и комплексный, когда проводится сравнение данного изделия с эталоном. Первый метод считается более точным. Его можно воплотить следующими способами:
1. Щуповой способ оценки класса обработки металла.
Замер осуществляется посредством непосредственного контакта с изделием при использовании особого прибора – профилометра. Он обладает тонкой и острой алмазной иглой, с помощью которой производится замер, а чувствительный датчик записывает показатели.
Алмазная игла устанавливается перпендикулярно измеряемой поверхности и равномерно перемещается. При обнаружении даже минимальных неровностей возникают механические колебания наконечника. Они направляются в датчик, который преобразует обычное волнение в сигнал, усиливает его с помощью преобразователя и замеряет. Полученные показатели предельно точно повторяют характеристики измеряемого объекта.
В зависимости от типа преобразователя профилометры делятся на электронные, пьезоэлектрические, индукционные и индуктивные. Последние являются наиболее распространенными.
Профилометры позволяют лишь измерить имеющиеся шероховатости, а полиграфы также обладают функцией их записи в рамках заранее определенного масштаба.
2. Оптический способ оценки класса обработки металла.
Определение неровности происходит бесконтактно. Существует целый ряд методов применения оптической оценки. К наиболее распространенным относятся: прием светового свечения и теневой метод, растровый и микроинтерференционный.
Прием светового свечения и теневой метод.
Способ светового свечения предполагает следующий сценарий: поток света проходит через узкую щель, превращаясь в тонкий пучок световых волн.При помощи объектива этот пучок под определенным углом направляется на металлическую поверхность. Отражаясь от нее, поток света вновь проходит через объектив и, попадая на окуляр, генерирует изображение щели. Если изделие не имеет шероховатостей, то на окуляре проявится идеально ровная полоса света, если дефекты поверхности есть, то и световая линия будет искривленной.
Теневой метод – это, можно сказать, дополненный световой. Основное отличие состоит в том, что возле металлического изделия устанавливается линейка со скошенным краем. Световой луч подается на исследуемую поверхность и словно срезается ребром линейки. Из-за этого на детали появляется тень, которая точно повторяет ее форму. Для определения класса обработки металла таким способом полученную тень рассматривают под микроскопом и делают соответствующие выводы.
Растровый метод.
При оценке поверхности металлического изделия растровым методом на нее накладывается стеклянная пластина с нанесенными параллельными линиями, которые находятся на одинаково малом расстоянии друг от друга. При подаче на пластину светового луча под углом в местах шероховатостей тень от линий, нанесенных на стеклянную пластину, накладывается на реальные контуры. Образуются так называемые муаровые полосы, которые и говорят о наличии гребешков и впадин. Для более точной оценки показателей шершавости используют растровый микроскоп.
Микроинтерференционный.
Метод предполагает применение особого устройства, который состоит из интерферометра и измерительного микроскопа. Первый элемент позволяет получить интерференционную карту поверхности с искривленными линиями в местах шероховатостей, а второй помогает их измерить.
Для оценки класса обработки металла в труднодоступных местах или на элементах со сложной геометрией можно применить метод слепков. Он предполагает выполнение негативных копий изделий при помощи гипса, парафина или воска и их исследование щуповым способом. То есть метод слепков является вспомогательным, а не самостоятельным и применить его можно только в комплексе с одним из измерительных приемов, описанных выше.